Описание слайда:
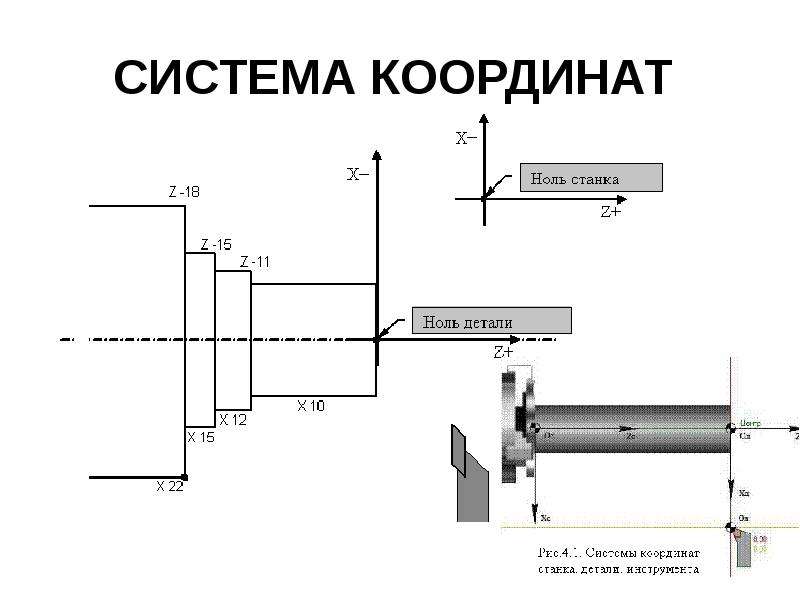
Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме. Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта. Кадр управляющей программы (кадр) - составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Например, N10 G1 X10.553 Y-12.754 Z-10 F1500; Слово УП (слово) - составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления. Например, F3000 - задание скорости перемещения; Адрес ЧПУ (адрес) - часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове. Например, X, Y, Z и т.д. - адреса перемещения по соответствующим координатам; Формат кадра УП (формат кадра) - условная запись структуры и расположения слов в кадре УП с максимальным числом слов. Абсолютный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета. Относительный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка. Нулевая точка детали (ноль детали) - точка на детали, относительно которой заданы ее размеры. Нулевая точка станка (ноль станка) - точка, определяющая начало системы координат станка. Интерполяция - получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве. Центр инструмента - неподвижная относительно державки точка инструмента, по которой ведется расчет траектории; Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме. Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта. Кадр управляющей программы (кадр) - составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Например, N10 G1 X10.553 Y-12.754 Z-10 F1500; Слово УП (слово) - составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления. Например, F3000 - задание скорости перемещения; Адрес ЧПУ (адрес) - часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове. Например, X, Y, Z и т.д. - адреса перемещения по соответствующим координатам; Формат кадра УП (формат кадра) - условная запись структуры и расположения слов в кадре УП с максимальным числом слов. Абсолютный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета. Относительный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка. Нулевая точка детали (ноль детали) - точка на детали, относительно которой заданы ее размеры. Нулевая точка станка (ноль станка) - точка, определяющая начало системы координат станка. Интерполяция - получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве. Центр инструмента - неподвижная относительно державки точка инструмента, по которой ведется расчет траектории;