Описание слайда:
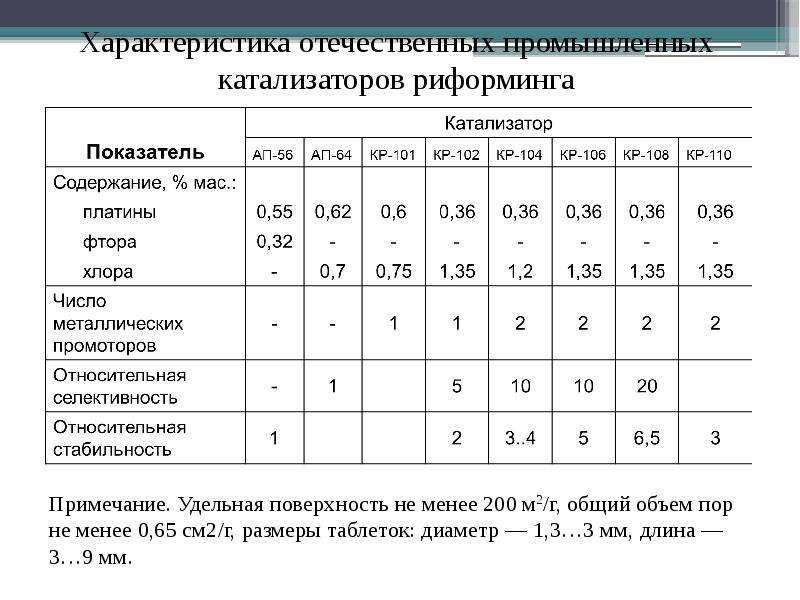
Дальнейшее совершенствование технологии каталитического риформинга, в частности удаление из сырья каталитических ядов и его обезвоживание, позволили перейти к использованию более эффективных алюмоплатиновых катализаторов, промотированных хлором. Преимущество хлорированных катализаторов – возможность регулирования содержания хлора в катализаторах, а следовательно, и уровня кислотности, непосредственно в условиях эксплуатации. Дальнейшее совершенствование технологии каталитического риформинга, в частности удаление из сырья каталитических ядов и его обезвоживание, позволили перейти к использованию более эффективных алюмоплатиновых катализаторов, промотированных хлором. Преимущество хлорированных катализаторов – возможность регулирования содержания хлора в катализаторах, а следовательно, и уровня кислотности, непосредственно в условиях эксплуатации. Последнее поколение катализаторов риформинга отличается тем, что наряду с платиной, содержат один или несколько других металлов. Для таких катализаторов характерна высокая стабильность в условиях реакционного периода, что в конечном счете обеспечивает возможность получения более высоких выходов как высокооктановых бензинов риформинга. так и ароматических углеводородов. Монометаллические катализаторы риформинга представляют собой платину, нанесенную на оксид алюминия, промотированный галогенами. Носитель должен отличаться высокой степенью чистоты, так как примеси снижают активность платины. С увеличением количества платины возрастает активность катализатора в реакциях гидрирования и дегидрирования углеводородов, улучшается стабильность катализатора в реакционном периоде, снижается его чувствительность к отравлению серосодержащими соединениями. Полиметаллические катализаторы кроме платины содержат один или несколько металлов используемых для промотирования. Так, если алюмоплатиновый катализатор промотируют рением, то в катализатор вводят еще один из следующих металлов: рений, олово, кадмий, свинец, индий. Основное преимущество полиметаллических катализаторов риформинга – высокая стабильность, выражающаяся в том, снижение активности в условиях процесса происходит значительно медленнее, чем монометаллических платиновых катализаторов. Повышенная стабильность полиметаллических катализаторов объясняется тем что промоторы гидрируют соединения – предшественники кокса и тем самым защишают платину от закоксовывания.