Описание слайда:
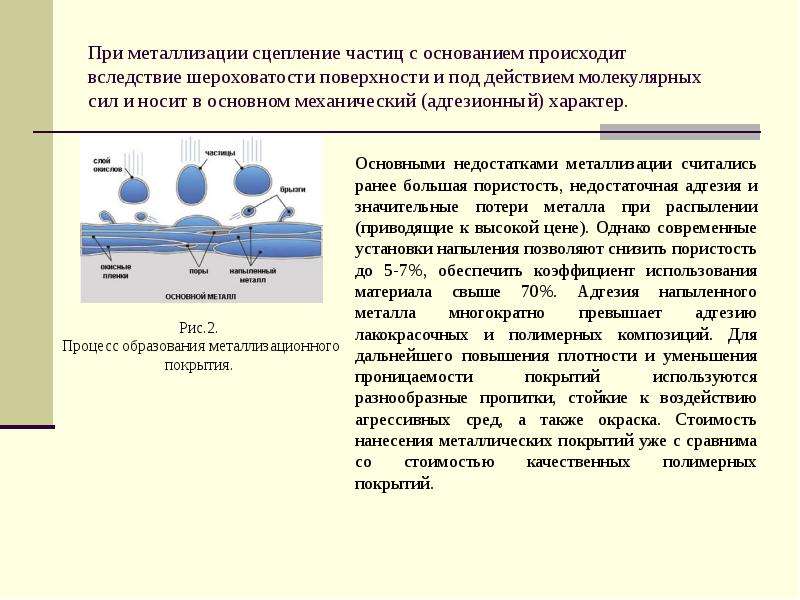
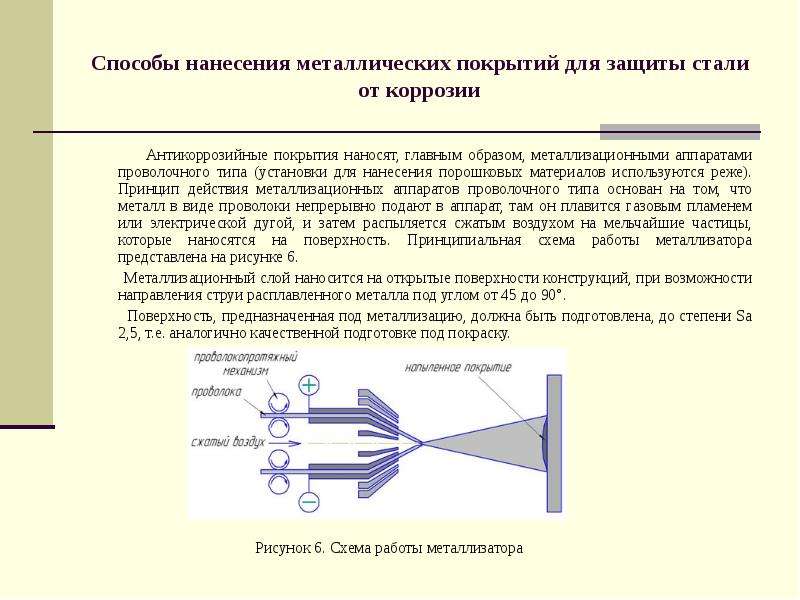
Проволока или порошок непрерывно подаются в зону нагрева, где расплавляются, подхватываются и распыляются струей инертного газа или воздуха на частицы размером от 3 до 300 мкм , которые со скоростью 150-300 м/сек ударяются в специально подготовленную (рваная резьба, канавки, пескоструйная обработка, анодно-механическая обработка и др.) поверхность детали, где расплющиваются и заклиниваются в неровностях поверхности с образованием молекулярных связей. Величина молекулярных связей между частицами больше, чем между частицами и деталью, поэтому слабым участком является недостаточное сцепление покрытия с деталью. При полете частица окисляется и закаляется, вследствие этого покрытие имеет большую твердость и хрупкость. Из-за этого , а также особой подготовки поверхности к металлизации покрытие, имея хорошую износостойкость (поры пропитываются маслом, а поверхность имеет высокую твердость) , не может работать в условиях знакопеременных нагрузок. Для сравнения, усталостная прочность покрытия, нанесенного металлизацией в 15-20 раз ниже, чем у электролитических покрытий. Использование некоторых приемов ( плазменный нагрев поверхности до температуры сплавления металла и частиц, шовная электроконтактная сварка,…) дает возможность применять металлизацию в производстве. Проволока или порошок непрерывно подаются в зону нагрева, где расплавляются, подхватываются и распыляются струей инертного газа или воздуха на частицы размером от 3 до 300 мкм , которые со скоростью 150-300 м/сек ударяются в специально подготовленную (рваная резьба, канавки, пескоструйная обработка, анодно-механическая обработка и др.) поверхность детали, где расплющиваются и заклиниваются в неровностях поверхности с образованием молекулярных связей. Величина молекулярных связей между частицами больше, чем между частицами и деталью, поэтому слабым участком является недостаточное сцепление покрытия с деталью. При полете частица окисляется и закаляется, вследствие этого покрытие имеет большую твердость и хрупкость. Из-за этого , а также особой подготовки поверхности к металлизации покрытие, имея хорошую износостойкость (поры пропитываются маслом, а поверхность имеет высокую твердость) , не может работать в условиях знакопеременных нагрузок. Для сравнения, усталостная прочность покрытия, нанесенного металлизацией в 15-20 раз ниже, чем у электролитических покрытий. Использование некоторых приемов ( плазменный нагрев поверхности до температуры сплавления металла и частиц, шовная электроконтактная сварка,…) дает возможность применять металлизацию в производстве.